One process to which this applies in particular is flame spray pyrolysis. Due to the resources required to build and maintain a system that goes beyond the laboratory scale, the possibilities for a scale-up are limited and project continuation is often unattractive. The few existing plants are neither suitable for smaller quantities or development projects, nor are they available.
One way to perform this scale-up is through our pulsation reactor. It can bridge the gap between a flame spray pyrolysis in the laboratory and the million tons of production scale. Available in different sizes for trials and small productions, it is versatile and flexible to use.
Flame Spray Pyrolysis
In the flame spray pyrolysis reactor, a combustible solution – the precursor – is sprayed and ignited using a supporting flame – particles are formed, which are then collected by a filter above the flame. Typical process parameters in flame spray pyrolysis are the ratio of oxygen to fuel, dispersion pressure, residence time and throughput rate.
Usually this technology is applied in a University context, therefore it is a challenge to increase throughput rates, despite interesting development potentials.
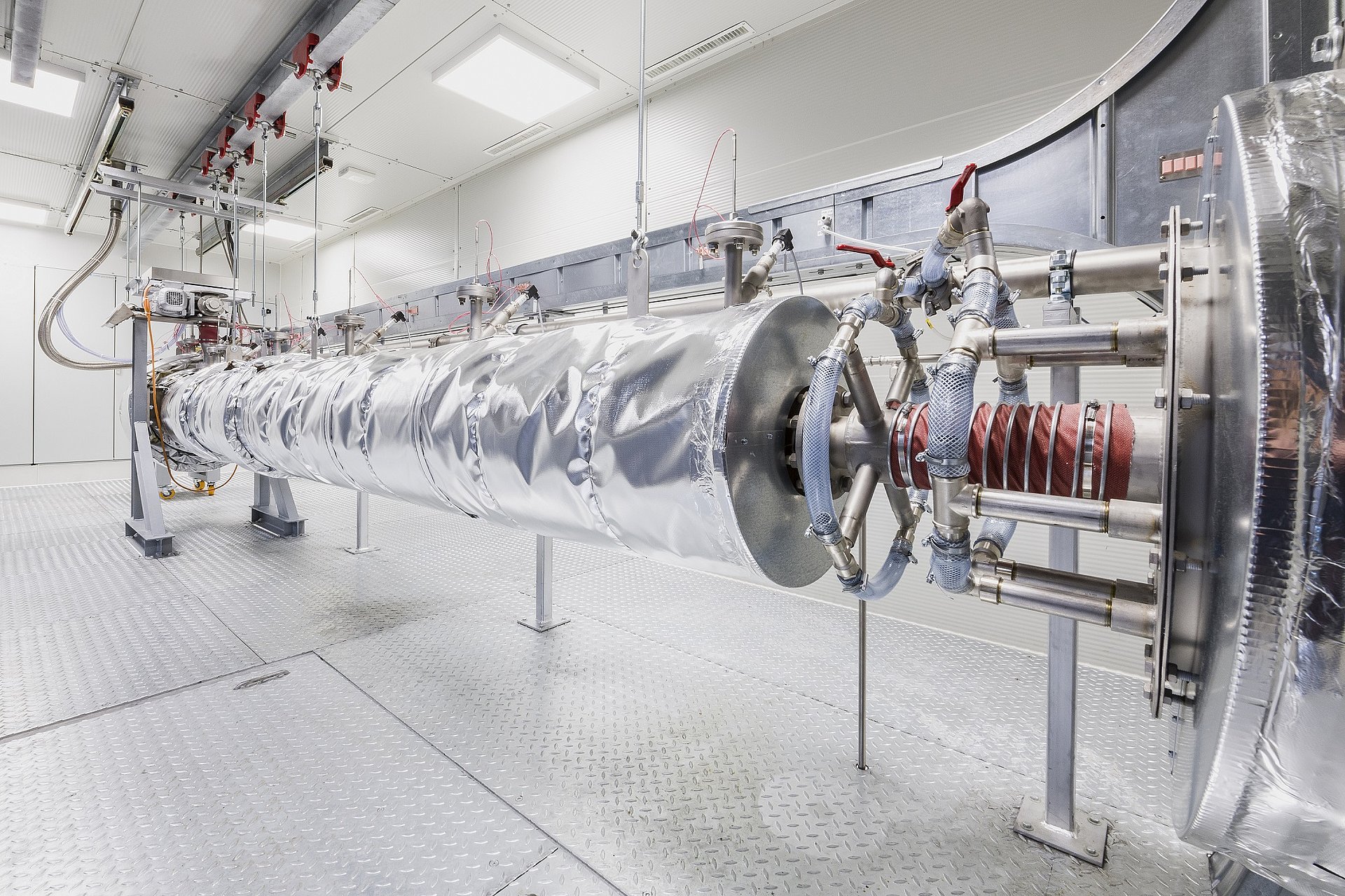
Pulsation Reactor
One way to overcome the scaling gap of systems developed in flame spray pyrolysis is the pulsation reactor. It is an airflow reactor based on a pulsating flame. The material treatment takes place in a pulsating hot gas stream with very short residence times from less than one second to a few seconds at treatment temperatures between 250 °C and 1300 °C. The material feed can take the form of solutions, suspensions and powders and main process parameters are the treatment temperature, throughput rate, residence time, pressure amplitude and the frequency of the pulsation.
IBU-tec has a large selection of pulsation reactors in various sizes available – from pilot plant to production scale.
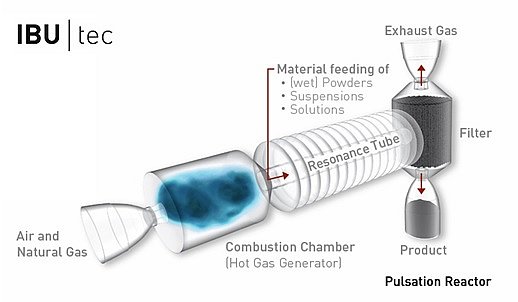
Functional Principle of the Pulsation Reactor
A gas mixture is ignited in the combustion chamber, resulting in overpressure that discharges in the direction of the resonance tube. The inertia of the outgoing gas flow briefly causes a vacuum in the combustion chamber, which sucks in new fuel, which ignites and starts the cycle anew. Depending on the parameters and the design of the system, this cyclic combustion is the origin of the underlying frequency of the plant, between 1 and 500 Hz. The raw material is introduced at the beginning of the resonance tube; the air flow being cooled after treatment via cooling gas before the particles are separated with a cyclone or exhaust filter. [1]
One advantage of the pulsating gas flow is the homogeneous flow profile, which creates a very narrow distribution of the conditions under which the material is treated. The short residence time coupled with the precise control of the treatment temperature enables homogeneous product properties.
Flame Spray Pyrolysis vs. Pulsation Reactor
The achievable temperatures in flame spray pyrolysis exceed the pulsation reactor and residence times are much shorter. However, there is much greater flexibility in regards to treatable materials in the pulsation reactor and throughput rates of up to 100 kg per hour are presently reached while significantly more is possible.
| Laboratory Flame Spray Pyrolysis | Pulsation Reactor | |
| Temperature | Up to 3,000 °C | 250 – 1,000 °C in the treatment zone (2,000 °C in the flame) |
| Residence Time | 1 – 100 ms | 200 – 2000 ms in the treatment zone |
| Source Material | Flammable solution | Flammable and non-flammable solution, suspensions, powder and wet powder |
| Product Characteristics | High SSA, crystalline, nanoparticles | High SSA, crystalline to amorphous, nano to microscale |
| Throughput | ~ 0,5 kg/h | 0,5 – 100 kg/h |
Transfer and Scale-up of Flame Spray Pyrolysis
The challenge is to transfer the processes that were developed in flame spray pyrolysis to production scale in a pulsation reactor. We succeeded in doing so on behalf of a customer using zirconium oxide as an example.
The feed material consisted of a zirconium(IV) solution. First, the process was implemented on a laboratory scale with flame spray pyrolysis. After the desired product properties had been reached, we transferred the process to the pulsation reactor, achieving production scale.
The material content in the feed solution was increased, as well as the feed volume itself by 13 times, so that in the end a throughput rate 20 times as high as in laboratory flame spray pyrolysis was realized. Product properties in our pilot plant were in the same range as the comparison material from the FSP, with a slightly higher SSA and a slightly lower residual carbon content. Crystal structures were also comparable, with a slightly smaller particle size and very similar morphology on SEM and TEM images.
Conclusion
In addition to the already known advantages in the production of nanoscale powders with very specific properties that can be achieved using the pulsation reactor, this study shows that the transfer of flame spray pyrolysis processes from the laboratory to the production scale also offers a new possibility for the use of the pulsation reactor. For development projects of high-quality / innovative materials, this opens up a perspective for sampling or economic introduction. A further increase in throughput is possible on larger pulsation reactors.
Call us or write an e-mail to talk about other promising materials or your projects!
Christian Kühnert
Technical Sales
Telephone: +49 - 3643 8649 - 89
E-Mail: kuehnert(at)ibu-tec.de
German, English
Dr. Toralf Rensch
Director Sales & Technology
Telephone: +49 - 3643 8649 - 37
E-Mail: rensch(at)ibu-tec.de
German, English
Robert Süße
Sales, International
Telephone: +49 - 3643 8649 - 730
E-Mail: suesse(at)ibu-tec.de
German, English
Dr. Stefan Schwarz
Department Manager Sales LFP Battery Materials
Telephone: +49 - 3643 8649 - 386
E-Mail: schwarz(at)ibu-tec.de
German, English
Steffen Vogel
Sales, Engineering
Telephone: +49 - 3643 8649 - 40
E-Mail: vogel(at)ibu-tec.de
German, English
[1] C. Hoffmann and M. Ommer: „Reaktoren für Fluid-Feststoff-Reaktionen: Pulsationsreaktoren“, in „Handbuch Chemische Reaktoren: Grundlagen und Anwendungen der Chemischen Reaktionstechnik“, W. Reschetilowski, Hrsg., Berlin, Heidelberg: Springer Berlin Heidelberg, 2019, pp. 1-19. https://link.springer.com/referenceworkentry/10.1007/978-3-662-56444-8_50-1